PRODUCTS

Type 950 Nano Microporous Insulation Board
Lightweight. inoroanic silica and ceramic fibers with low thermal conductivity are used as raw materials. and aluminum foil with high reflectivity is used as the underlying material.
Composition: Premium materials such as high alumina oxide, magnesium oxide, and silicon carbide, with customizable composition based on client requirements.
Form: Available in powder, brick, board, and castable forms to suit various application needs.
Refractoriness: Standard range from 1200°C to 1800°C, with options for higher temperature customization.
Application Fields: Widely used in industries such as steel, cement, glass, and petrochemicals for furnace lining and insulation.
Packaging: Options include 25 kg bags, bulk bags, and custom packaging solutions compliant with global transportation standards.
Introduction
Our experienced R&D team can customize the material, form, and size according to your specific application needs while ensuring compliance with international quality standards. With rigorous quality control and advanced production facilities, we guarantee products with high refractoriness, excellent compressive strength, and long-lasting durability. Whether you are in the steel, cement, glass, or petrochemical industry, we are your trusted partner, supporting the success of your projects.
For customization inquiries, please feel free to contact us. We will provide tailor-made solutions based on your requirements.
Type 950 Nano Microporous Insulation Board Details
[Product descoriotion]
Lightweight. inoroanic silica and ceramic fibers with low thermal conductivity are used as raw materials. and aluminum foil with high reflectivity is used as the underlying material. The single-laver composite structure is formed by continuous coatin and composite pressing process, and its thermal conductivity is higher than that of static The air is smaller, and the thermal insulation performance is about 3 to 5 times better than that of traditional thermal insulation materials. It is the best thermal insulation material so far.
Nano thermal insulation board has ultra-low thermal conductivity, which can greatly save energy compared with the use of traditional thermal insulation materials.
[Typical application]
Ladle, ladle, tundish, converter, torpedo, fumace door, furnace cover, engine heat shield, power battery fire and heat insulation.
Different packaging methods are used, such as bare board/POF heat shrinkable film/aluminum foil paper, etc., to meet the application needs in diferent fields. At the same time, in the process of preparation of this material, no adhesive ingredients are used, and the materials used are fully in line with various types of materials. Environmental requirements.
[Product Features and Functions]
High temperature resistance
Long-term use temperature of about 400 to 1000 degrees.
Thermal conductivity
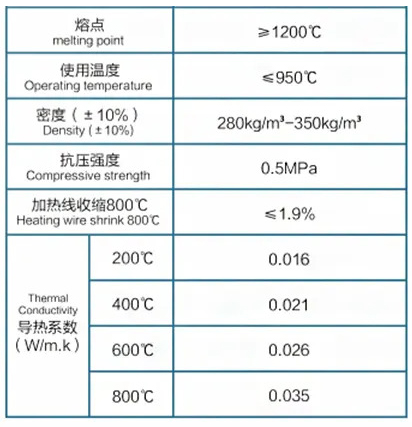
2 to 10 times lower than conventional thermal insulation materials, only 0.035w/m.k at 800 degrees.
Durability
Can be used as a permanent layer of thermal insulation, witha service life of more than 5 to 10 years.
Safety and environmental protection
pure non-polar material combination, good thermal stability,no release of any harmful substances.
Economic Analysis
The price is lower than 50% of similar foreign products, andthe energy saving is 10-30% compared with conventional materials.
Product parameters